
1. peamised funktsioonid
Servopress on seade, mida juhitakse vahelduvvoolu servomootoriga, mis muudab pöörleva jõu vertikaalsuunas ülitäpse kuuli kruvi kaudu, kontrollib ja haldab rõhuanduri rõhu all, mis on laaditud sõiduosa esiküljele, kontrollib ja haldab kiiruspositsiooni kooderi poolt ning rakendab tööobjektile survet samal ajal töötlemise eesmärgi saavutamiseks. See suudab juhtida rõhu/peatumise asendi/ajami kiirust/peatumisaega igal ajal, see võib realiseerida kogu jõu pressimisprotsessi suletud ahela ja rõhukokkupaneku tööpressimise protsessi; Inim-arvuti liidesega puutetundlik ekraan on intuitiivne ja hõlpsasti töötav. See on paigaldatud turvavalguse kardinaga. Kui käsi jõuab paigaldusprotsessi ajal paigaldusalale, peatub taande ohutu töö tagamiseks kohapeal.
Kui on vaja lisada täiendavaid funktsionaalseid konfiguratsioone ja suuruse muudatusi või määrata muid brändiosasid, arvutatakse hind eraldi. Kui tootmine on lõpule viidud, ei tagastata kaupu
2. peamised tehnilised parameetrid
| Spetsifikatsioonid | HH-C-10KN |
| Rõhu täpsuse klass | 1. tase |
| Maksimaalne rõhk | 10 kn |
| Rõhuvahemik | 50N-10KNNN |
| Resolutsioon | 0,32 |
| Proovide arv | 1000 korda sekundis |
| Maksimaalne löök | 150mm (kohandatav) |
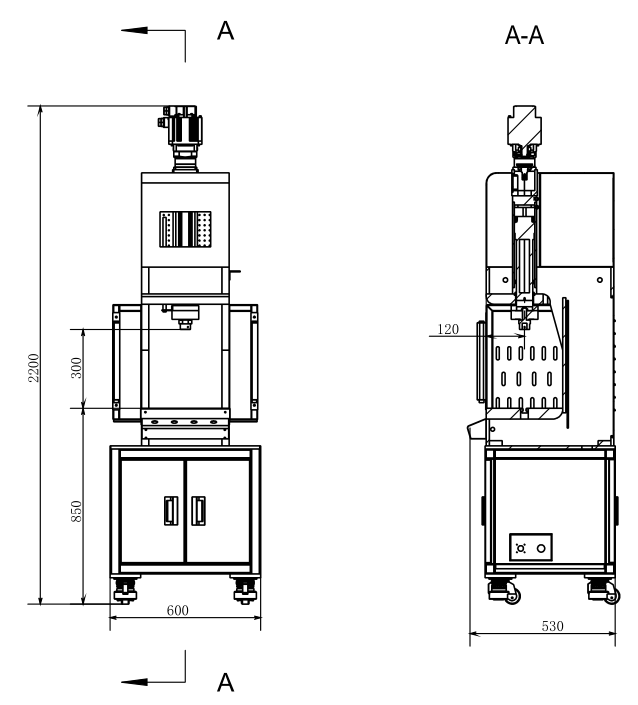
| Suletud kõrgus | 300mm |
| Kõri sügavus | 120mm |
| Nihkerežiim | 0,001mm |
| positsioneerimise täpsus | ± 0,01mm |
| Pressikiirus | 0,01-35mm/s |
| Koormuseta kiirus | 125 mm/s |
| Minimaalse kiiruse saab seada | 0,01 mm/s |
| Hoideaeg | 0,1-150s |
| Minimaalse rõhumisaja saab seada | 0,1 s |
| Seadme võimsus | 750W |
| Tarnepinge | 220 V |
| Üldmõõde | 530 × 600 × 2200mm |
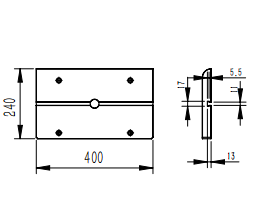
| Töölaua suurus | 400mm (vasakul ja paremal) 、 240mm (esi- ja taga) |
| Kaal on umbes | 350 kg |
| Taande suurus ja sisemine läbimõõt sureb | Φ 20mm, 25mm sügav |
3.Outline mõõtme joonistamine
T-kujulise soone mõõtmed töökohal
4. Main Süsteemi konfiguratsioon
| Seerianumber | põhielemendid |
| 1 | puutetundliku ekraaniga integreeritud kontroller |
| 2 | Rõhuandur |
| 3 | servosüsteem |
| 4 | Servoelektriline silindr |
| 5 | Ohutusriide |
| 6 | Lülitusrežiimi toiteallikas |
5. Süsteemitarkvara liidesed
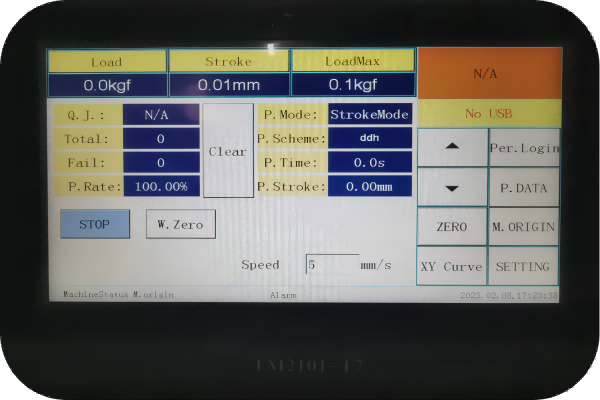
Peamine liides sisaldab liidese hüppenuppu, andmete kuvamist ja käsitsi tööfunktsioone.
Juhtimine: sealhulgas hüppeliidese skeemi varundamine, väljalülitus- ja sisselogimismeetod.
Seaded: sealhulgas hüppeliidese seadme ja süsteemi sätted.
Null: tühjendage laadimisandmed.
Vaade: keele seadistamine ja graafiline liidese valik.
Abi: versiooni teave, hooldustsükli seadistus.
Testimiskava: redigeerige pressi kinnitusmeetodit.
Tehke partii uuesti: tühjendage praegused vajutuse andmed.
Ekspordi andmed: eksportige praeguste vajutuse andmete algsed andmed.
Veebis: juhatus loob programmiga suhtlemise.
Jõud: reaalajas jõu jälgimine.
Nihke: reaalajas ajakirjanduse peatuspositsioon.
Maksimaalne jõud: pressimisprotsessis genereeritud maksimaalne jõud.
Käsitsi juhtimine: automaatne pidev laskumine ja tõusv, tõusev ja laskuv; Testige algset rõhku.
6. Tagasimisfunktsioonid
1. Varustuse täpsus: korduv positsioneerimise täpsus ± 0,01 mm, rõhu täpsus 0,5% FS
2.Tarkvara on iseenesest välja töötatud ja hõlpsasti hooldatav.
3. Varjalised pressimisrežiimid: valikuline rõhu kontroll ja positsiooni juhtimine.
4. Süsteem võtab kasutusele puutetundliku ekraaniga integreeritud kontrolleri, mis suudab redigeerida ja salvestada 10 valemiprogrammiskeemi komplekti, kuvada praeguse nihkerõhu kõvera reaalajas ja salvestada veebis 50 tükki pressiesindavate tulemuste andmeid. Pärast enam kui 50 andmepala salvestamist kirjutatakse vanad andmed automaatselt üle (märkus: andmed kustutatakse automaatselt pärast toitekarve). Ajalooliste andmete salvestamiseks saab seadmed laiendada ja sisestada välise USB -välguketta (8G, FA32 formaadi piires). Andmevorm on xx.xlsx
5.Tarkvara on funktsioon ümbrik, mis saab vastavalt nõuetele seada toote koormuse vahemiku või nihkevahemiku. Kui reaalajas andmed ei asu vahemikus, häireid tekitab seadmed automaatselt.
6. Operaatorite turvalisuse tagamiseks on seadmed varustatud turvarestimisega.
7. Tehke täpne nihke ja rõhu juhtimine ilma kõva piirita ja tuginedes täpsele tööriistadele.
8. Online Assamblee kvaliteedijuhtimise tehnoloogia suudab defektseid tooteid reaalajas tuvastada.
9. Vastavalt konkreetsetele tootevajadustele määrake optimaalne pressimisprotsess.
10. Spetsiifilised, täielik ja täpne tööprotsessi salvestamise ja analüüsi funktsioonid.
11. See suudab realiseerida mitmeotstarbelist, paindlikku juhtmestikku ja kaugseadmete haldamist.
12. Eksporditakse mitmeid andmevorminguid, ExceL, Wordi ja andmeid saab hõlpsasti importida SPC -sse ja muude andmeanalüüsi süsteemidesse.
13. Enesediagnoosimine ja energiapuudulikkus: Seadmete rikke korral kuvatakse servo pressimisfunktsioon veateavet ja lahendusi, mis on mugav probleemi kiiresti leida ja lahendada.
14. Multifunktsionaalne I/O-kommunikatsiooniliides: selle liidese kaudu saab realiseerida väliste seadmetega suhtlemist, mis on mugav automatiseerimise täielikuks integreerimiseks.
15. Tarkvara seab mitu loa seadistamise funktsiooni, näiteks administraator, operaator ja muud õigused.
7. Rakendusväli
1. automootori, käigukasti, roolivarustuse ja muude osade täppispressi.
2. elektrooniliste toodete täppispressimine
3. Kujutluse tehnoloogia põhikomponentide täppispressi sobitamine
4. Mootori laagri täppispressi sobitamine
5. täppisrõhu tuvastamine, näiteks vedru jõudluse test
6. Automaatne monteerimisliini rakendus
7.
8. Meditsiiniliste ja elektriliste tööriistade kokkupanek ja kokkupanek
9. Muud sündmused, mis nõuavad täpsusrõhu kokkupanekut
Postiaeg: 22. veebruar 20123